
adresa companiei
Nr. 6668, Secțiunea 2, Qingquan Road, Qingbaijiang Dist., Chengdu, Sichuan, China






● Parametrii produsului
| Model | TIG-200P ACDC | TIG-250P ACDC | TIG-300P ACDC | TIG-315P ACDC |
| Tensiune nominală de intrare (VAC) | 1P 220 | 3P 380 | ||
| Factor de putere | 0,8 | 0,8 | 0,9 | 0,9 |
| Putere nominală de intrare (KVA) | 8.8 | 11.7 | 11 | 13.3 |
| Tensiune fără sarcină (V) | 65 | 65 | 77 | 79 |
| Ieșire nominală maximă (A/V) | 200/18 | 250/20 | 280/21.2 | 315/22.6 |
| Interval de curent de sudare (A) | 10-200 | 10-250 | 10-280 | 10-315 |
| Curent maxim de ieșire (A) (MMA) | 190 | 240 | 260 | 300 |
| Modul de pornire a arcului | HF, neatins | |||
| Caracteristici de ieșire | Caracteristica curentului constant | |||
| Clasa de protecție a carcasei | IP21S | |||
| Modul de răcire | Răcire forțată cu aer | |||
| Ciclu de funcționare (%) | 60 | |||
| Eficiență generală (%) | 70 | 80 | ||
| Clasa de izolare (%) | F | |||
| Greutate netă (KG) | 13.75 | 19 | 19.9 | 29 |
| Dimensiunea mașinii (MM) | 375*425*225 | 475*235*410 | 475*235*410 | 510*265*470 |
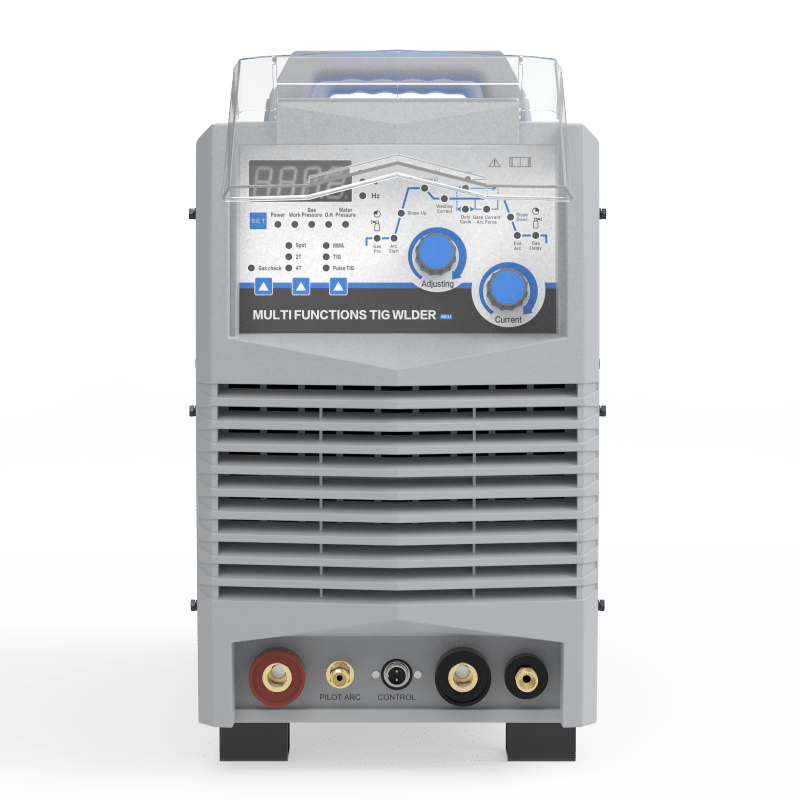
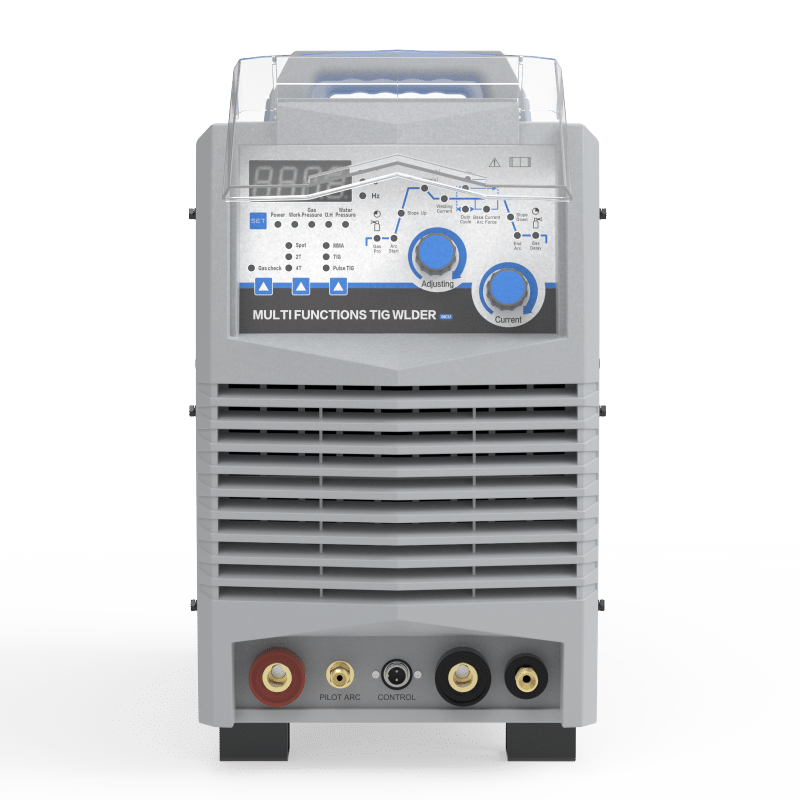
● Echipamente de sudare cu arc cu argon
Echipamentul de sudare cu arc cu argon include sursa de alimentare cu arc cu argon, sistemul de control, lanterna de sudare, sistemul de alimentare cu gaz și sistemul de alimentare cu apă.
Echipamentul pneumatic de sudare cu arc cu argon se bazează pe echipamentul de mai sus, adăugând un mecanism de mers al alimentatorului de sârmă.Când sudarea manuală cu arc cu argon utilizează o gamă mică de surse de curent continuu, sistemul de control și sistemul de alimentare cu apă pot fi omise.
1) Sursa de alimentare pentru sudare cu arc
Există două tipuri de surse de alimentare pentru sudarea manuală cu arc de tungsten cu argon: AC și DC.Diferența de tip și polaritate a sursei de alimentare provoacă diferențe evidente în proces și este de obicei selectată în funcție de materialul care urmează să fie sudat.
2) Sistem de control
Sistemul de control al sudării cu arc manual cu argon tungsten include, în general, dispozitiv de pornire a arcului, dispozitiv de stabilizare a arcului, supapă de gaz electromagnetică, întrerupător de alimentare, protecție cu releu și instrument indicator și alte părți.Acțiunea sa este controlată de comutatorul de joasă tensiune instalat pe pistolul de sudură, adică procedurile de lucru ale fiecărui sistem sunt controlate prin releul intermediar, releul de timp și circuitul de întârziere din circuitul de comandă.
3) Lanterna de sudare
Lanterna este utilizată în principal pentru a fixa electrodul, a conduce curentul de sudare, a furniza gazul de protecție și a controla sistemul de lucru al întregii mașini.Lanterna manuală de sudare cu arc de tungsten cu argon, folosită în mod obișnuit, este compusă în principal dintr-un corp de lanternă, o duză, un dispozitiv de prindere a stâlpilor de tungsten, un cablu, o conductă de gaz, o conductă de apă și un comutator pneumatic.În funcție de mediu de răcire diferit, acesta poate fi împărțit în răcire cu apă și răcire cu aer.
4) Sistem de alimentare cu aer
Funcția sistemului de alimentare cu gaz este de a trimite gazul argon din cilindrul de oțel în zona de sudare de la duza pistolului de sudură în funcție de un anumit debit, inclusiv în principal butelia de gaz argon, reductor de presiune, debitmetru de gaz și gaz electromagnetic. supapă.
5) Sistem de alimentare cu apă
Sistemul de alimentare cu apă este utilizat în principal pentru răcirea cablurilor de sudură, a pistoletelor de sudură și a tijelor de tungsten.În general, răcirea cu apă nu este necesară atunci când curentul de sudare este mai mic de 100A.Sistemul de alimentare cu apă trebuie să fie neobstrucționat și să furnizeze apă conform presiunii specificate.Există adesea un presostat al apei în sistemul de alimentare cu apă, iar funcția acestuia este de a porni mașina de sudură atunci când apa este suficientă;în caz contrar, aparatul de sudură nu poate fi pornit.Este un dispozitiv de protectie pentru aparatul de sudura, si nu trebuie scurtcircuitat dupa bunul plac in timpul utilizarii, pentru a nu arde lanterna si cablul de sudura.Sistemul de alimentare cu apă nu are cerințe speciale asupra sursei de apă, iar apa poate fi furnizată de rezervorul de apă circulant sau conectată direct la robinet.Conductele de apă trebuie protejate de îngheț în timpul iernii.
6) Dispozitiv de atenuare a curentului
Când sudați oțel inoxidabil și aliaje pe bază de nichel prin sudarea manuală cu arc de tungsten cu argon, este ușor să produceți fisuri ale arzătorului la capătul arcului.Dispozitivul de atenuare a curentului poate depăși acest defect.
7) Sudarea manuală cu arc tungsten argon
Selectarea mașinii de sudură manuală cu arc de tungsten cu argon: Mașina de sudură manuală cu arc de tungsten cu argon este selectată în principal în funcție de diferite materiale de sudură.Diferitele materiale de sudare necesită diferite surse de putere de sudare cu arc, astfel încât mașina de sudare manuală cu argon tungsten este diferită.Pentru oțel înalt aliat, oțel inoxidabil, cupru, argint, titan și alte metale și aliajele acestora, poate fi utilizată mașina de sudat cu arc manual de tungsten cu argon DC;pentru aluminiu, metale de magneziu și aliajele acestora, mașinile de sudură AC pot fi folosite pentru a îndepărta pelicula de oxid de pe suprafața sudurii.Sau mașină de sudură manuală cu arc de tungsten argon AC și DC;Aparatul manual de sudură cu arc cu argon cu impulsuri de tungsten poate fi folosit și pentru unele componente ultra-subțiri, materiale cu sensibilitate ridicată la căldură și componente greu de sudat.

Nr. 6668, Secțiunea 2, Qingquan Road, Qingbaijiang Dist., Chengdu, Sichuan, China
+86 18815073611
+86 13587752681